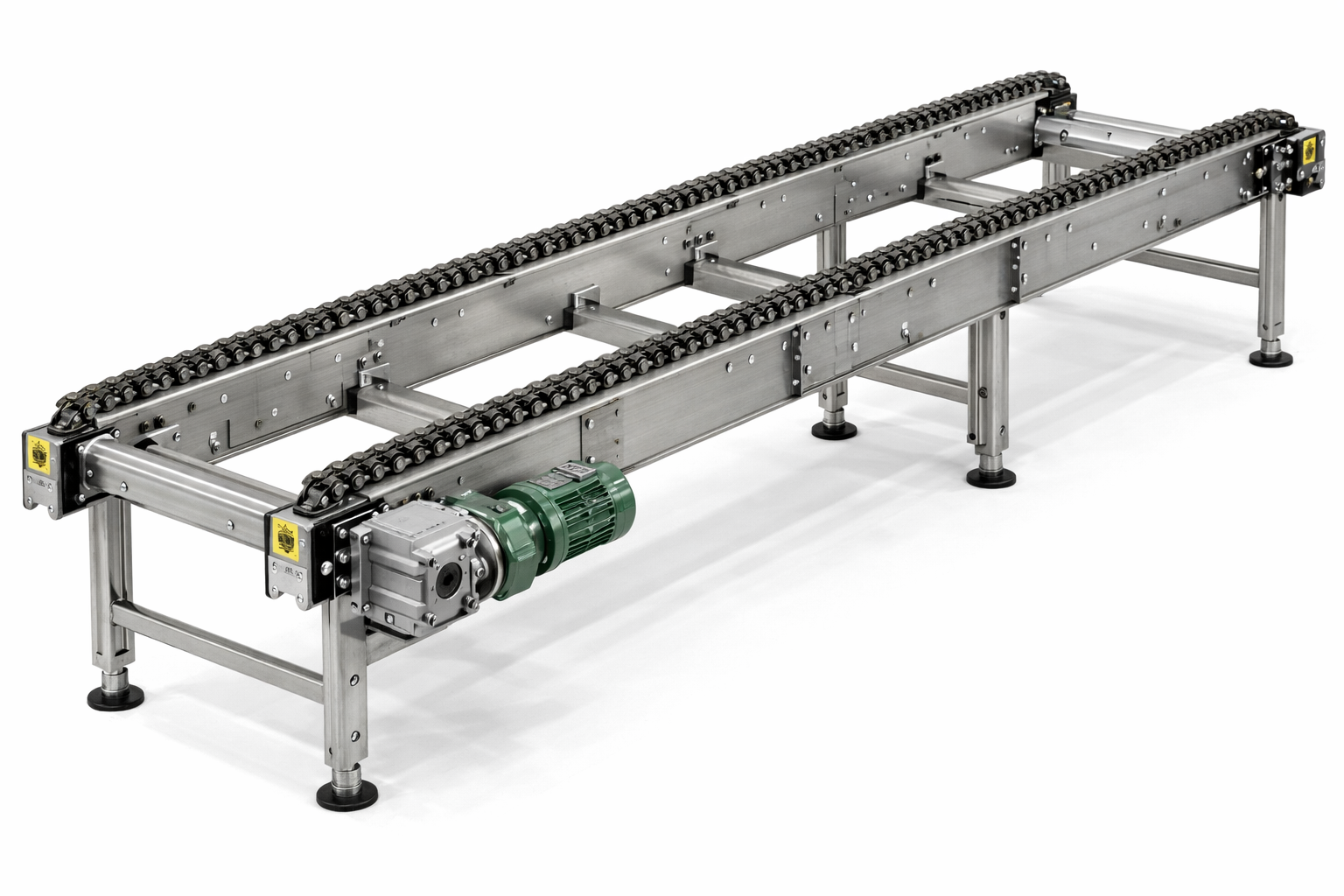
Chain Conveyor Systems are durable and versatile conveyors designed to transport heavy or bulky materials efficiently using a robust chain-driven mechanism.
A Chain Conveyor System is a material handling solution that uses chains to move products or materials along a fixed path, ideal for transporting heavy or bulky items efficiently.